Zoidz
Well-Known Member
- Thread starter
- #1
There have been a number of threads about Rivian should do this, that and the other to get R2 production up as quickly as possible, such as converting one existing line to another, sharing lines, etc. I'm no expert on automotive lines, but I have been down this road on other types of manufacturing and production line.
My speculation is that the R2 will need to be a new line due to thousands of challenges presented by trying to convert or share an existing line and the time it would take to solve all these issues AND not affect existing/ongoing production schedules of R1 or EDV. It should be possible to share some of the work cells that already have flexible operations capability such as stamping and painting. To help visualize these engineering challenges, here are some screen shots of a video tour with RJ of the Normal factory. I encourage everyone to watch the video. It should help in understanding just how challenging any retooling or sharing will be. Any one challenge may be"easy". But multiply that times 1000, and then integrate them to all work together. Not so easy.
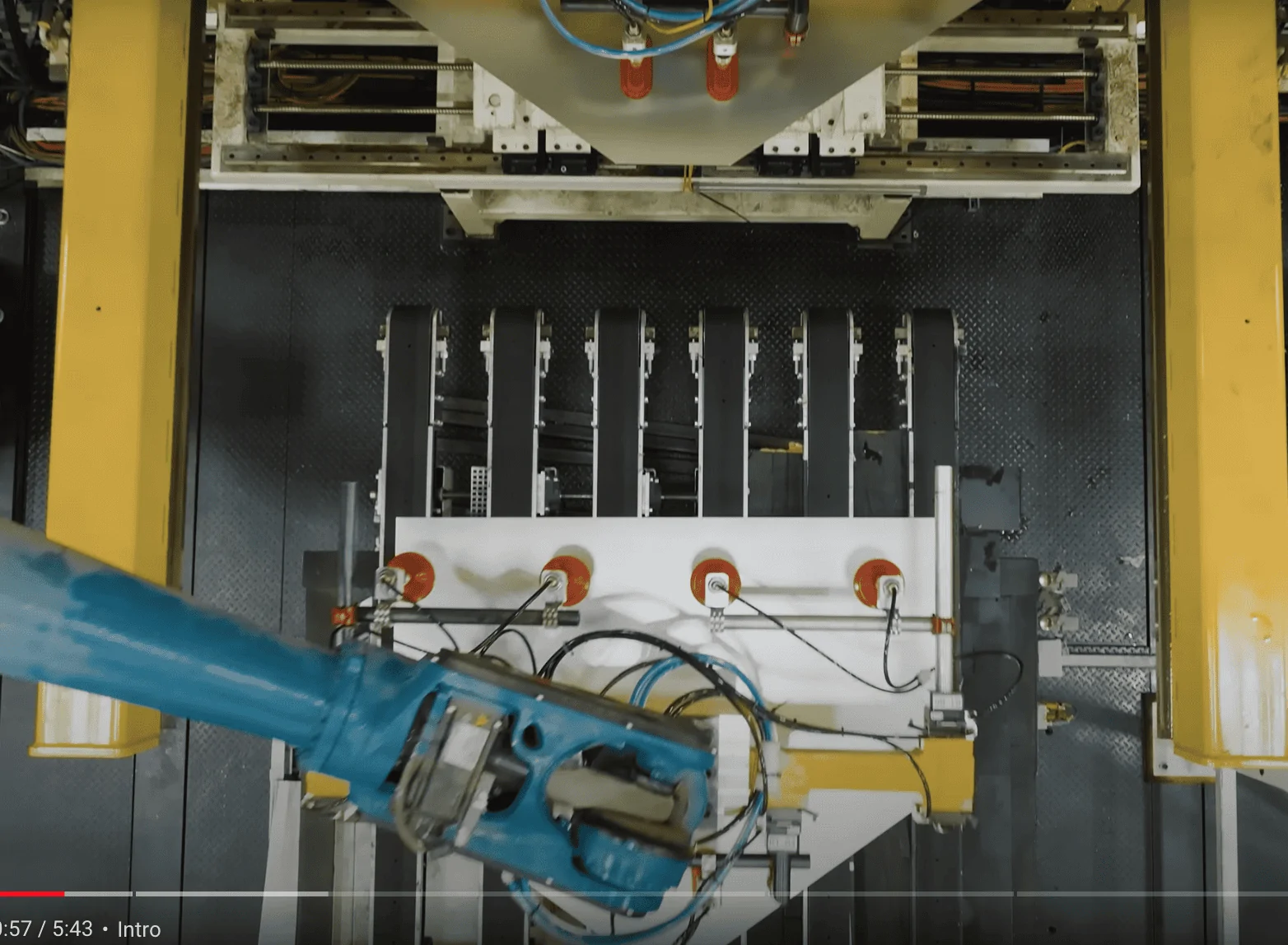
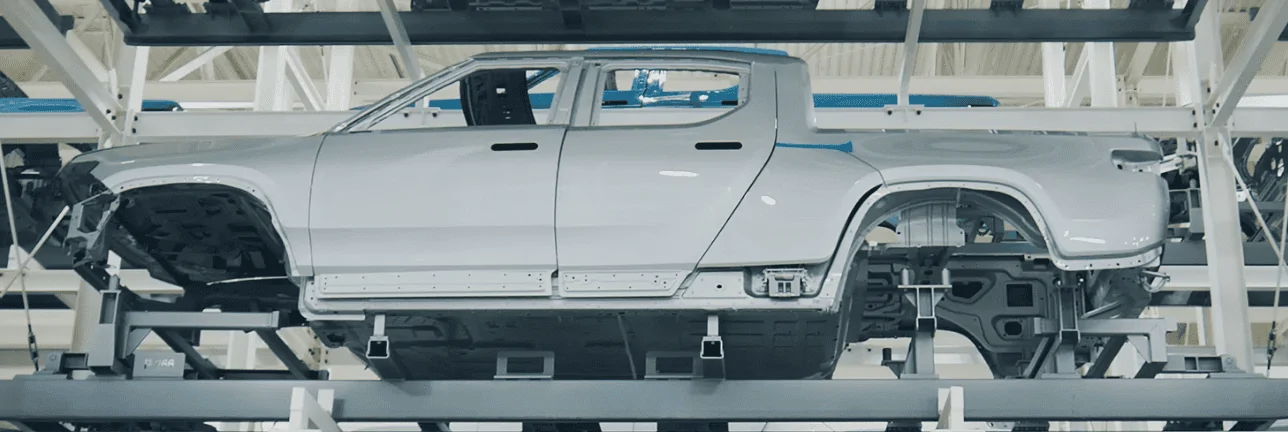
Stamping: Since the R2 is smaller, the existing stamping shop could in theory be retooled using the same machines. It would require new dies and motion control ("robotics") re-programming. Retooling is a normal operation in most stamping shops, so IMO it's just time to get dies made and prove it in. It's probably one of the easier processes to update for R2. But storage racks would need to be new. In the third picture below, this is probably an R1T side panel. Note how the rack is design to hold R1T panels with a support through the tunnel. That does not exist on the R2S, and R2S panels are smaller than R1S. So new racks would be needed. But in turn, that ALSO affects the robotic operations on the body shop weld line - storage racks are different, panel sizes are different..... so what has to be reworked on the existing body shop weld line?



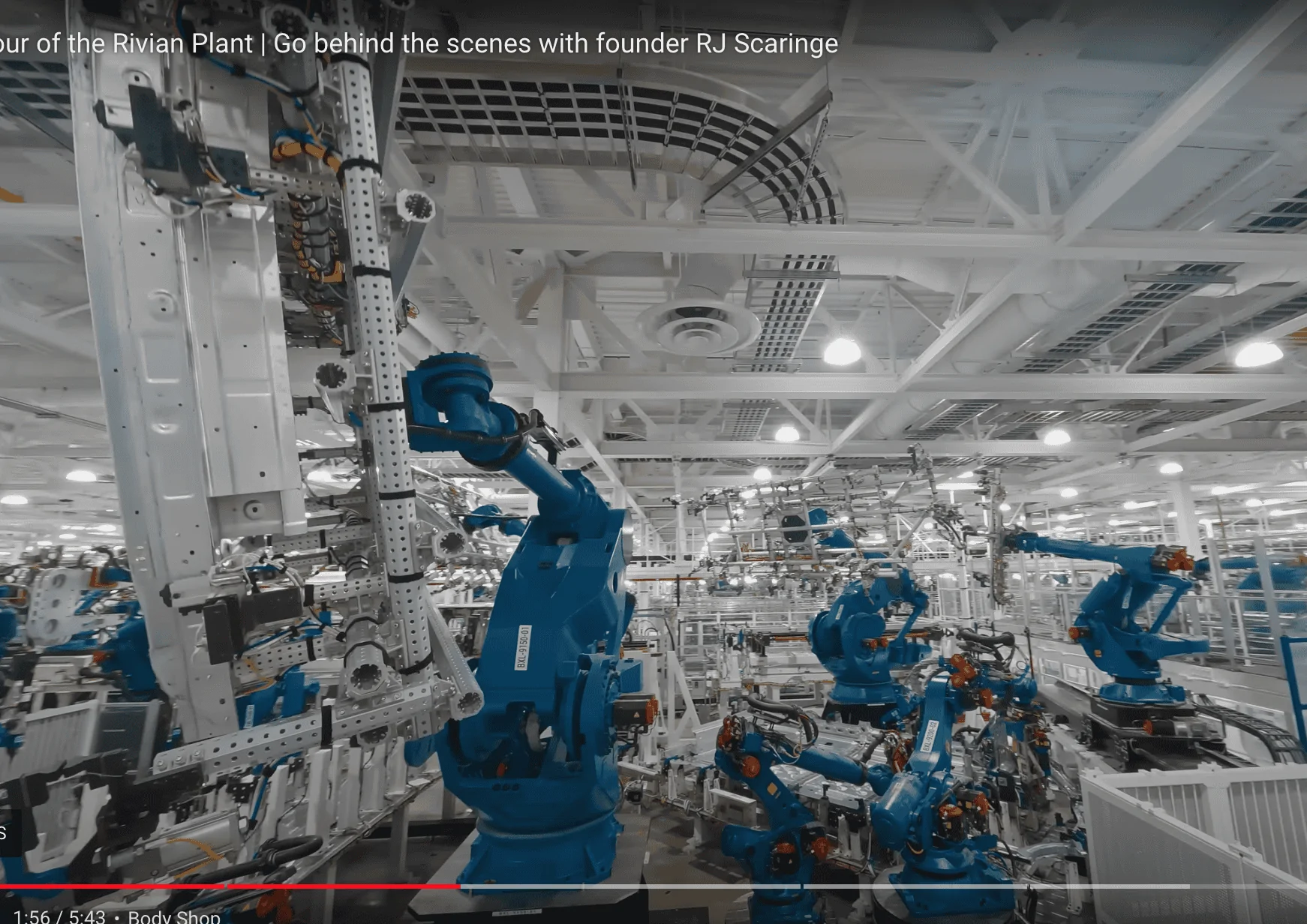
Body Assembly Shop:
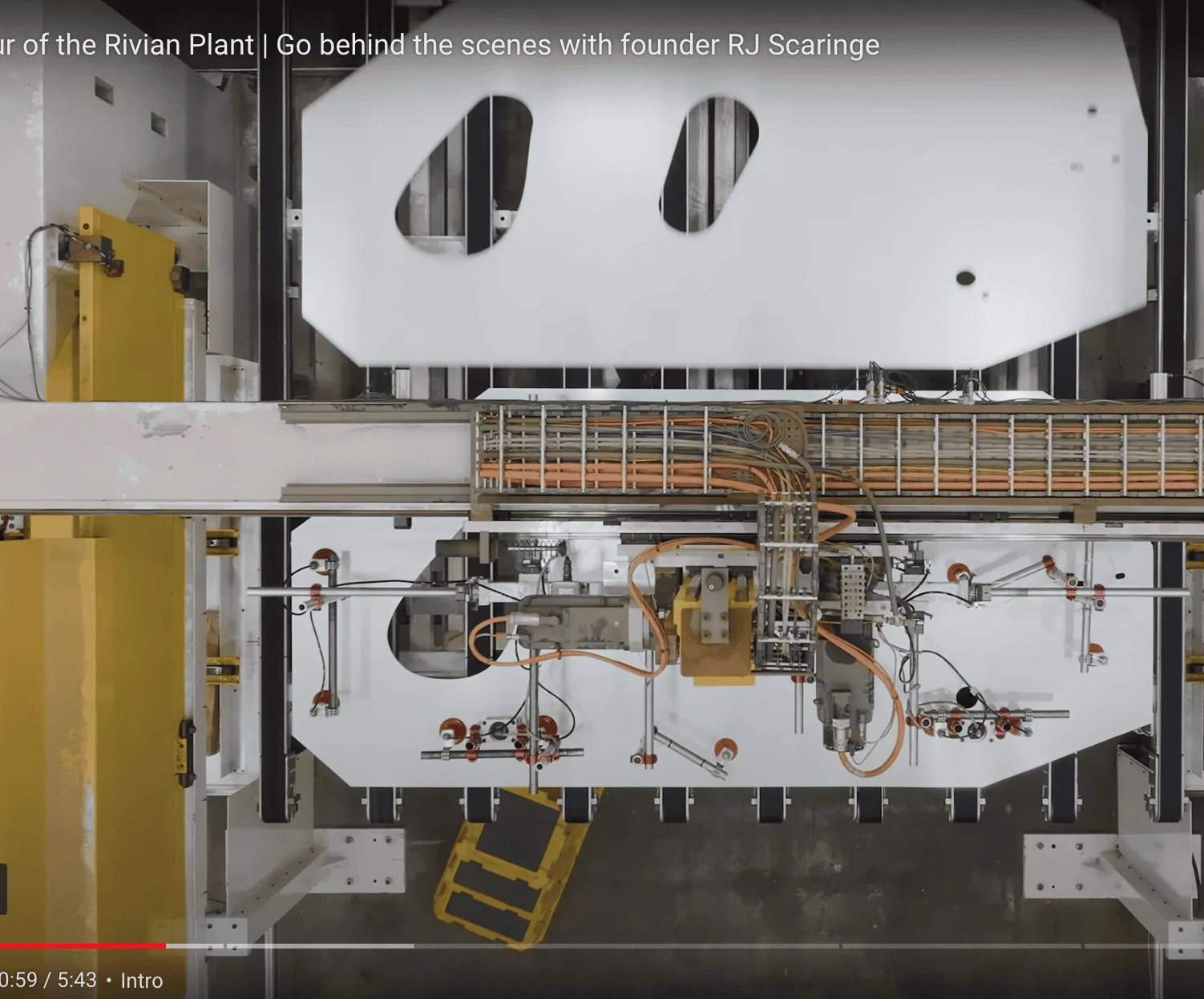
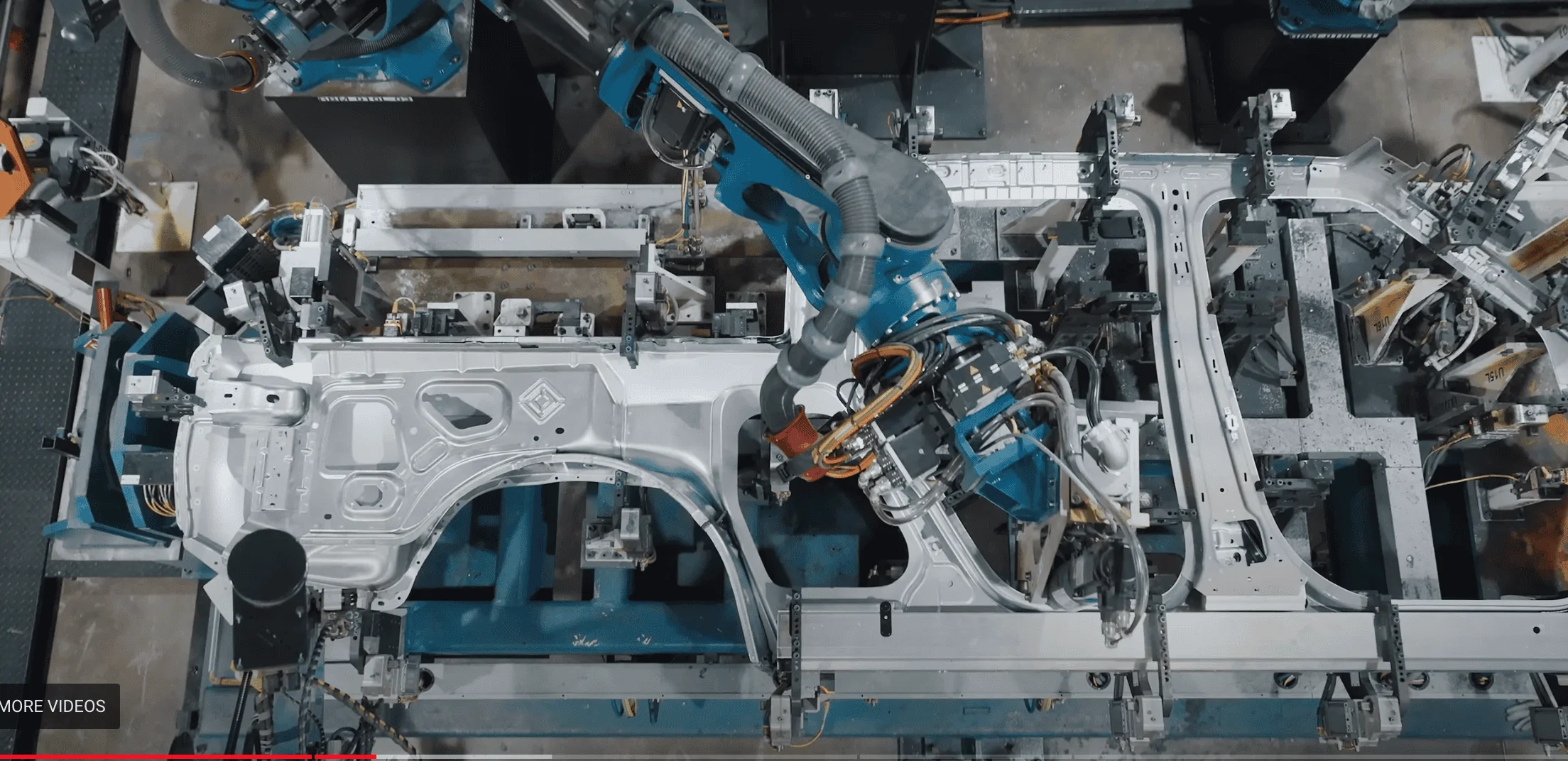
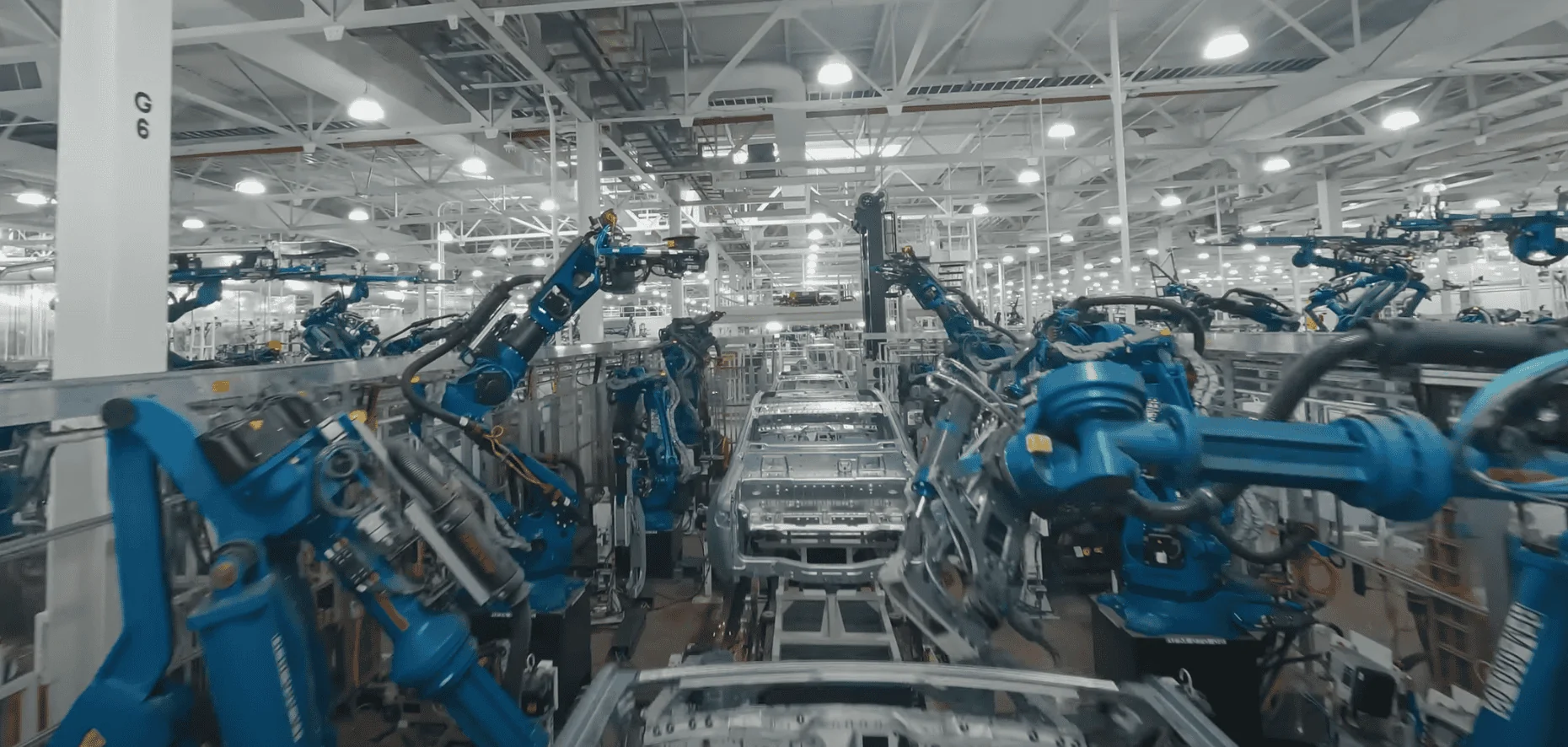
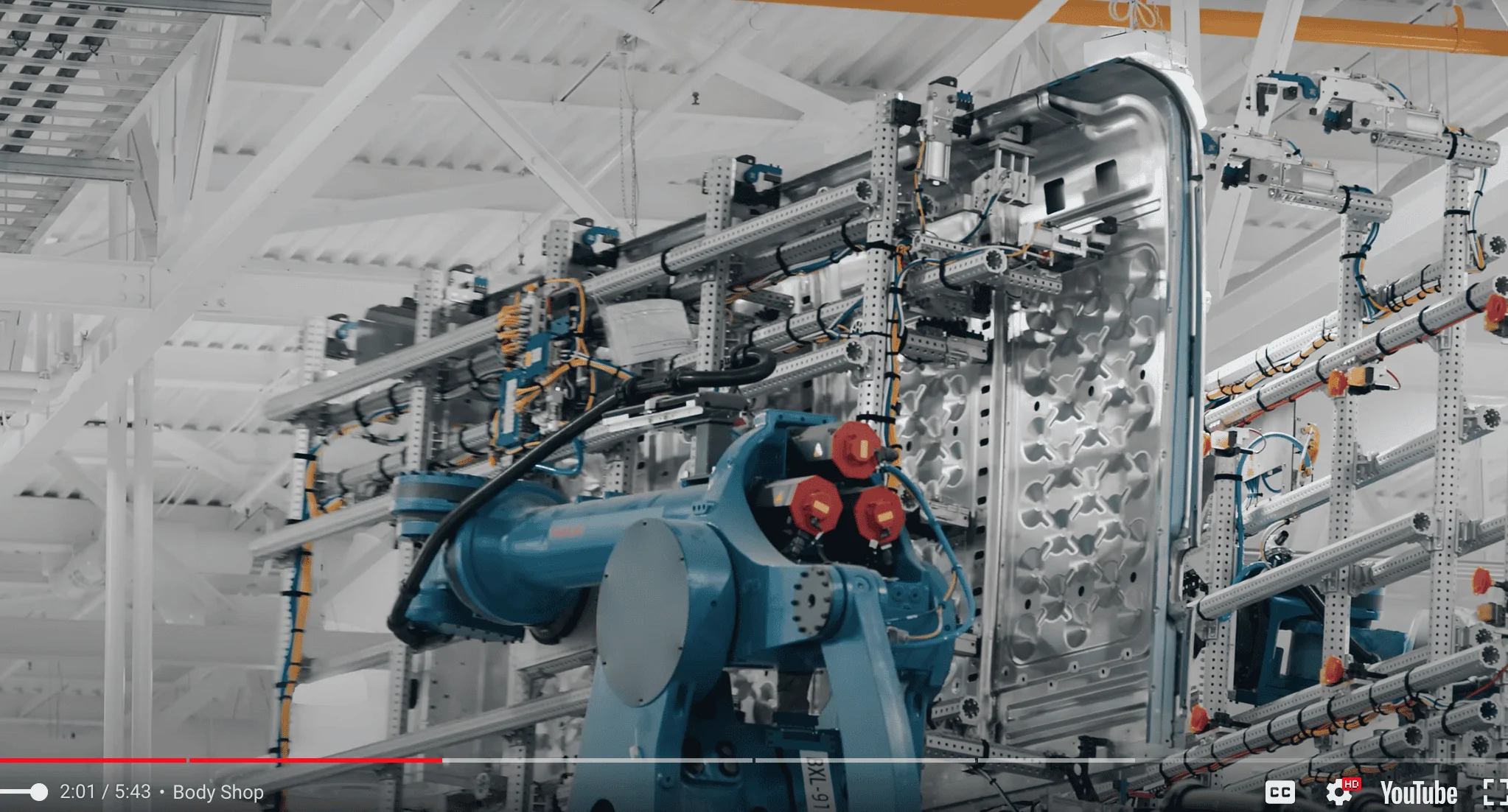
Look at the size of the R1 panels and the robots, and how closely the robots are spaced together. In the second picture, note the number of jig fixture attachment points. All that is specific to the R1. This all needs to be redesigned for the R2, and THEN figure out how to make it a flexible changeover process between R1 and R2 builds, if you built both on the same line.



Now look at the EDV body shop. These panels and robots are MUCH larger and it looks to me like this is a fixed work cell process, not a continuous moving assembly line process. RJ comments that they look like dinosaurs. There's just no way EDV could be built on the R1 line.


Paint Shop:
RJ says in the video that the paint shop already processes the R1 and EDV, and also does the skateboard electrostatic protection coating. The paint shop could be reprogrammed fairly easily to add the R2. The problem is it probably is a production bottleneck, so factory throughput of all products would likely be constrained by this work cell. In the third and several other pictures, notice the jigs that the R1T sits on during various processes. This jig (Rivian calls it the "R1 Skillet Skid" in final assembly) is designed to the R1 vehicle, so an inventory of hundreds of new R2 jigs and skillet skids will be needed. And again, every workcell may need upgrades, updates, modifications, programming due to the different size of the jig/skid.




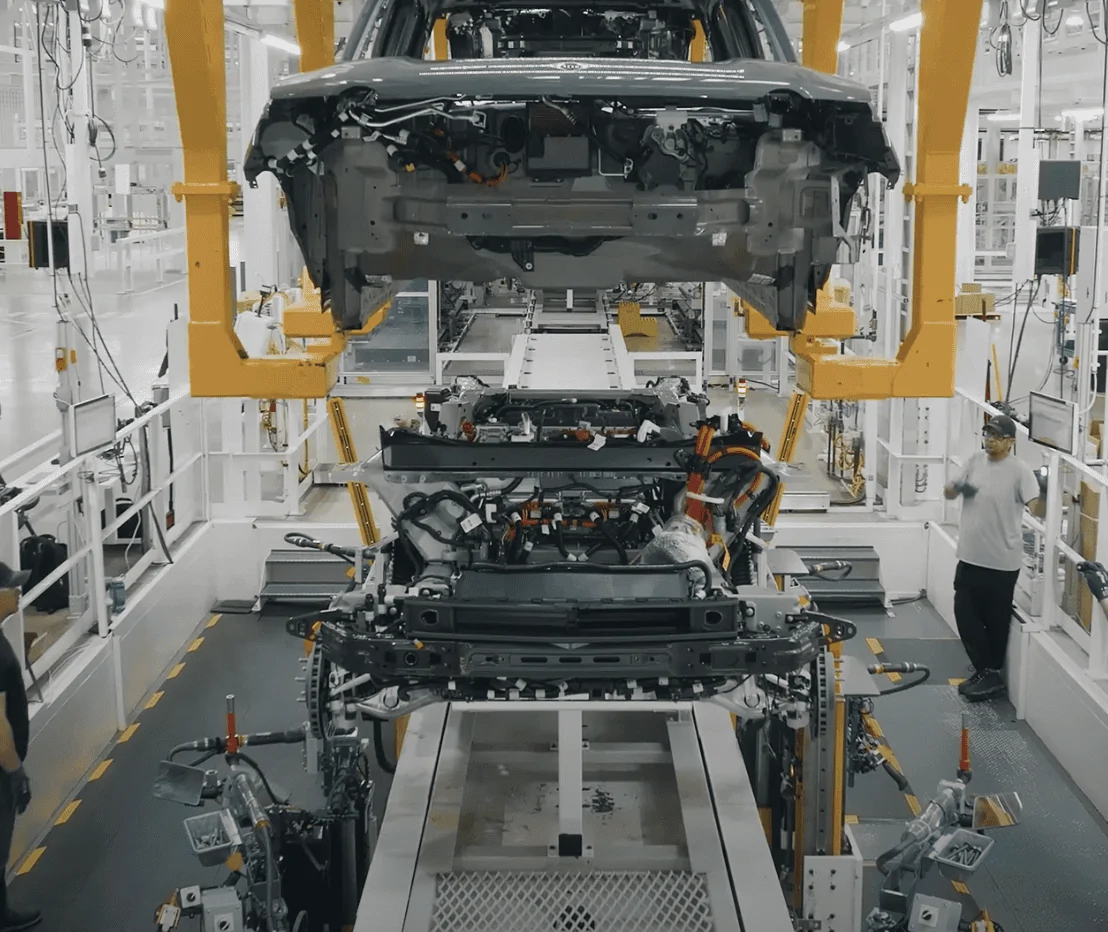
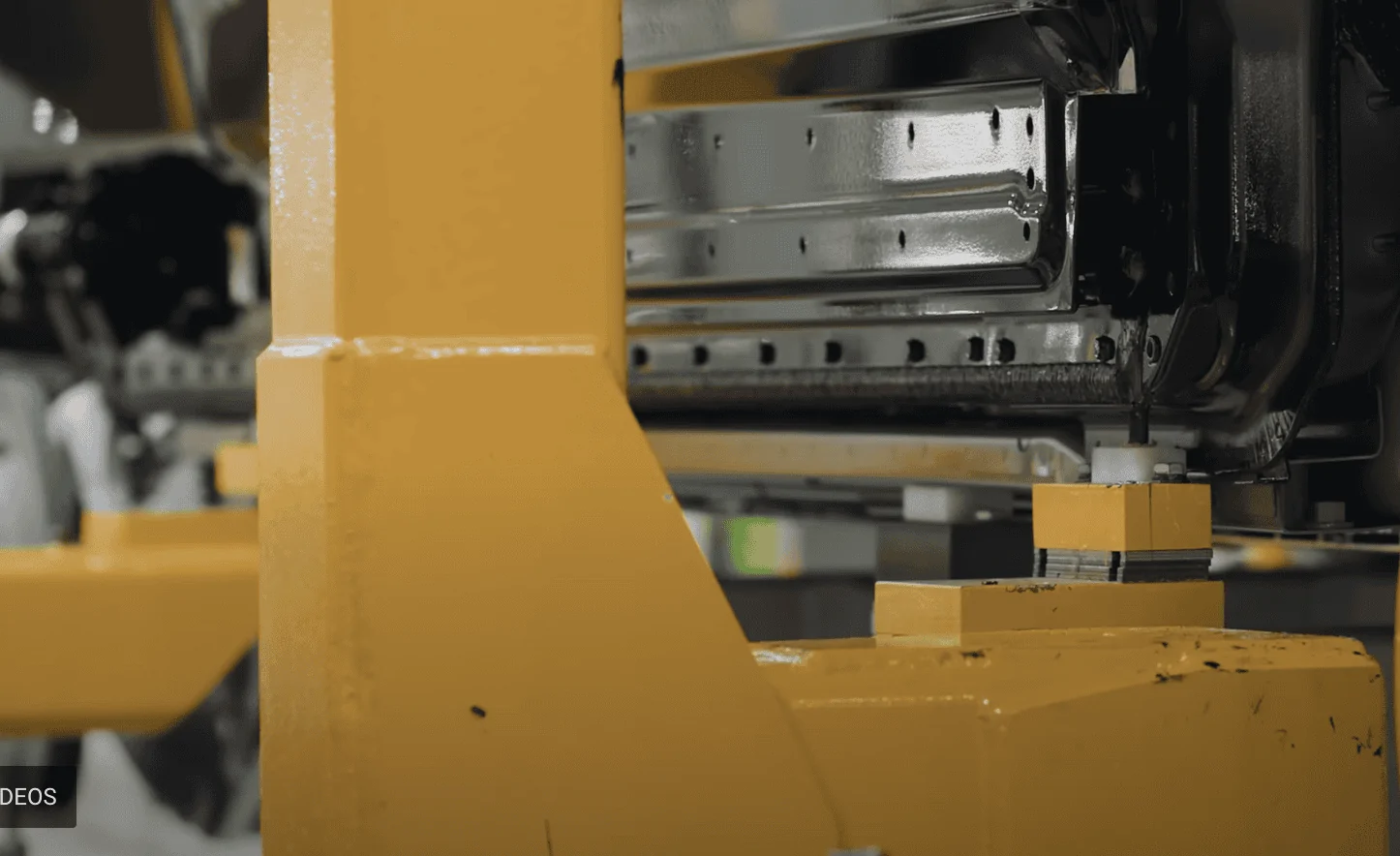
General Assembly
Notice in the following pictures how all of the jigs are made to R1 dimensions. What would it take to retool and reprogram everything you see in these pictures to adjust for dimensional differences of R2 or EDV on the same line?







My speculation is that the R2 will need to be a new line due to thousands of challenges presented by trying to convert or share an existing line and the time it would take to solve all these issues AND not affect existing/ongoing production schedules of R1 or EDV. It should be possible to share some of the work cells that already have flexible operations capability such as stamping and painting. To help visualize these engineering challenges, here are some screen shots of a video tour with RJ of the Normal factory. I encourage everyone to watch the video. It should help in understanding just how challenging any retooling or sharing will be. Any one challenge may be"easy". But multiply that times 1000, and then integrate them to all work together. Not so easy.
Stamping: Since the R2 is smaller, the existing stamping shop could in theory be retooled using the same machines. It would require new dies and motion control ("robotics") re-programming. Retooling is a normal operation in most stamping shops, so IMO it's just time to get dies made and prove it in. It's probably one of the easier processes to update for R2. But storage racks would need to be new. In the third picture below, this is probably an R1T side panel. Note how the rack is design to hold R1T panels with a support through the tunnel. That does not exist on the R2S, and R2S panels are smaller than R1S. So new racks would be needed. But in turn, that ALSO affects the robotic operations on the body shop weld line - storage racks are different, panel sizes are different..... so what has to be reworked on the existing body shop weld line?

Body Assembly Shop:
Look at the size of the R1 panels and the robots, and how closely the robots are spaced together. In the second picture, note the number of jig fixture attachment points. All that is specific to the R1. This all needs to be redesigned for the R2, and THEN figure out how to make it a flexible changeover process between R1 and R2 builds, if you built both on the same line.

Now look at the EDV body shop. These panels and robots are MUCH larger and it looks to me like this is a fixed work cell process, not a continuous moving assembly line process. RJ comments that they look like dinosaurs. There's just no way EDV could be built on the R1 line.
Paint Shop:
RJ says in the video that the paint shop already processes the R1 and EDV, and also does the skateboard electrostatic protection coating. The paint shop could be reprogrammed fairly easily to add the R2. The problem is it probably is a production bottleneck, so factory throughput of all products would likely be constrained by this work cell. In the third and several other pictures, notice the jigs that the R1T sits on during various processes. This jig (Rivian calls it the "R1 Skillet Skid" in final assembly) is designed to the R1 vehicle, so an inventory of hundreds of new R2 jigs and skillet skids will be needed. And again, every workcell may need upgrades, updates, modifications, programming due to the different size of the jig/skid.



General Assembly
Notice in the following pictures how all of the jigs are made to R1 dimensions. What would it take to retool and reprogram everything you see in these pictures to adjust for dimensional differences of R2 or EDV on the same line?





Sponsored
Last edited:


